기술적 경제적 면에서 수치제어(NC) 방식과 녹음재생 방식은 우열을 가리기 어려웠다. 이 중 수치제어 방식이 채택된 데는 공군의 막강한 지원과 노동자를 쉽게 통제하려는 경영진의 의도가 숨어있었다.
정밀한 기계 부품을 대량으로 만든다고 생각해보자. 이때 부품을 일일이 손으로 만들기보다 부품의 특성을 수치로 기록해 기계에 입력함으로써 자동적으로 만들게 하면 편리할 것이다. 20세기 중반에 개발된 수치제어(NC, Numerical Control) 공작기계는 바로 이런 목적으로 개발된 것으로, 기계 산업의 역사에서 커다란 기여를 했다고 평가된다.
그러나 수치제어 방식이 당시의 유일한 대안은 아니었다. 또한 긍정적인 효과만을 낳은 것도 아니었다. 수치제어 방식은 경쟁상대인 녹음재생(record playback) 방식과 팽팽한 접전을 거치다가 당시의 특수한 사회적 정치적 상황에서 '운 좋게' 선택됐을 뿐이다.
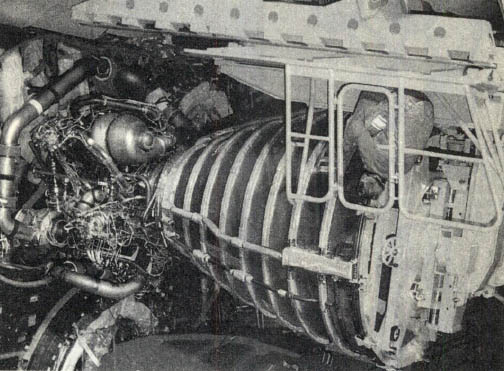
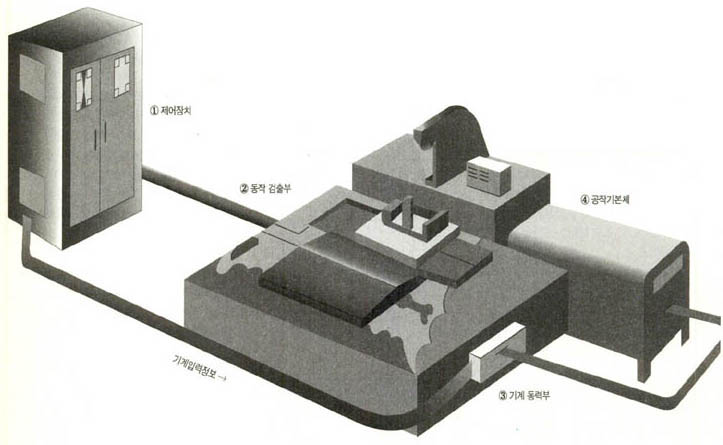
자동차 헬리콥터 비행기 등 복잡한 기계들이 20세기 중엽부터 본격적으로 생산되면서 정밀한 금속절삭과 기계가공이 필요해졌다. NC 기계는 이런 배경에서 개발돼 현재까지 사용되고 있다(). 이 기계는 제어장치 동작검출부 기계동력부 공작기본체 등으로 구성된다.
기업을 움직인 '큰 손'
제어장치에는 가공할 대상에 관한 여러가지 정보(길이 넓이 사용공구 가공순서 등)를 담은 자기 테이프가 입력된다. 이때 정보는 수치화된 상태로 테이프에 기록된다.
제어장치는 테이프 내용을 해석해 펄스 열 전기신호 등으로 변환시키고, 이 신호가 기계의 나머지 부분에 입력돼 모터를 작동시킴으로써 공작기계는 재료 가공을 시작한다. 따라서 이전처럼 숙련된 노동자가 기계를 다룰 필요가 없어졌다. 프로그램을 제작해 입력하는 것만으로 작업 준비가 완료된다.
그러나 NC 기계가 유일한 대안은 아니었다. NC 기계가 개발되기 직전 미국의 몇몇 기업들은 녹음재생 공작기계를 개발했다. 그것은 노동자가 작업하는 동안 작업내용이 자기 테이프에 그대로 저장돼 기계를 가동시키면 기계가 노동자의 작업을 그대로 재생할 수 있게 만들어진 것이었다.
두가지 기계는 모두 기술적 경제적 측면에서 각각 장단점을 갖고 있었다. NC 기계는 여러개의 축을 가진 항공기와 같은 복잡한 기계가공에 적합했다. 이에 비해 녹음재생 기계는 시스템 자체를 변경하지 않고도 다양한 작업을 소화할 수 있었다. 특히 정밀한 기계가공의 경우 오차가 자주 발생하는데, 녹음재생 방식은 생산이 시작되기 전 프로그래밍 과정에서 오차를 제거할 수 있었다.
한편 NC 기계는 부속물이 단순하고 많은 노동자가 필요치 않아서 경제적인 절감 효과를 갖고 있었다. 하지만 그것을 하나의 시스템으로 완전하게 유지하고 작업 중에 발생하는 오차를 제거하는 데 엄청난 비용이 들었다. 반면 녹음재생 기계는 많은 숙련노동자가 필요했기 때문에 임금 부담이 상당히 컸다.
이런 상황에서 당시 기계산업이나 항공산업 분야에서 선택된 것은 NC 기계였다. 그 이유는 무엇일까.
NC 기계가 채택된 이유로 먼저 공군의 판단과 이를 무시하지 못한 기업의 입장을 들 수 있다. 당시 공군은 새로운 전투기를 개발하는 과정에서 큰 장력과 가벼운 무게, 그리고 다양한 두께를 지닌 날개를 제작 하려 했다. 이를 위해서 세개 이상의 축을 가진 기계(평삭반, 平削盤)가 필요했다.
공군은 각 부문의 숙련노동자를 구해 녹음재생 방법을 활용하는 것보다 새로운 프로그래밍을 개발해 NC 기계를 사용하는 것이 편리하다고 판단했다. 그 결과 공군은 NC 기계의 개발과 사용을 위해 10년 동안 6천2백만 달러의 거금을 투자했고, 1956년 '자동 프로그램 공구'(APT, Automatically Programmed Tools)라는 프로그램이 완성됐다. 그것은 각 문제마다 별도의 보조 프로그램을 적용하지 않고 하나의 골격 프로그램을 이용, 절삭공구를 다양하게 움직일 수 있게 했다.
당시 군수산업 관련 기업들은 녹음재생 방법을 활용하거나 그들 나름대로 간단한 언어를 개발해 NC 기계를 활용하고 있었다. 하지만 기업들은 공군과 유리한 계약을 맺기 위해 할 수 없이 비용이 더 드는 APT를 수용할 수 밖에 없었다. 즉 NC 기계의 선택에는 공군이라는 막대한 '큰 손'이 작용했던 것이다.
은밀한 태업에 맞서라
한편 NC 기계는 경영진 입장에서 볼 때 노동자를 효율적으로 통제할 수 있는 방식이었다. 20세기 전반까지 대부분의 작업장에서 숙련노동자들은 작업에 대한 지식과 통제권을 바탕으로 생산과정에서 커다란 권력을 행사하고 있었다. 특히 숙련노동자들은 당시의 성과급 임금 제도가 과잉 생산과 임금 삭감의 도구로 이용된다고 판단, 이에 저항하기 위해 태업을 자주 감행했다.
이런 배경에서 NC 기계는 경영진에게 노동문제를 확실히 해결할 수 있는 방법으로 인식됐다. NC 기계 개발에 핵심적으로 참여한 한 엔지니어의 지적을 살펴보자. "보라! 녹음재생 시스템에서는 속도 작업량 산출고 등에 대한 통제권이 기계공에게 주어져 있다. NC 기계 시스템에서는 통제권이 경영진으로 이동한다. 경영진은 더 이상 기계공에 의존하지 않고 기계의 사용을 최적화할 수 있으며, 노동과정에 대한 통제권을 확고하게 쥘 수 있다. 그렇다면 왜 우리가 그것을 선택하지 않겠는가?" 이처럼 NC 기계가 경영진의 통제권을 강화하기 위해 선택됐다는 것은, 노동자 파업이 절정에 달했던 1946년 제너럴 일렉트릭 회사에서 공작기계 자동화 프로젝트가 강력히 추진됐다는 사실에서 잘 나타난다.
한편 일반인들에게 NC 기계는 컴퓨터 시대, 수학적 우아함, 자동화공장의 상징 등으로 화려하게 선전됐다. 즉 NC 방식은 미래지향적인 기술임에 반해 녹음재생 방식은 시대에 뒤떨어진 기술이라고 알려진 것이다.
그렇다면 NC 기계를 실제로 사용한 결과는 어땠는가? 결론부터 말한다면 NC 기계의 사용은 생각만큼 성공적이지 못했다.
NC 기계를 선택하면서 경영진은 작업 속도를 강화하고, 노동자의 숙련도를 약화시키며, 은밀한 태업을 제거하려 했지만 그것은 이내 희망사항으로 끝나고 말았다.
NC 기계의 속도는 터무니 없이 빨라 노동자의 불만은 물론 기계의 부작용을 일으켰다. 또한 NC 기계가 도입된 공장에서 프로그래밍의 오류가 빈번히 발생했고, 이를 교정하기 위해 노동자는 작업의 진행 과정이나 심지어 계획 과정에도 수시로 개입해야 했다. 이처럼 숙련노동자들은 여전히 작업에 깊이 관여했기 때문에 직장에서 쫓겨나지도 않았으며, 작업속도를 4분의 3 정도로 줄일 수 있었다.
NC 기계의 결함은 최근 마이크로컴퓨터를 이용한 컴퓨터 수치제어(CNC, Computer Numerical Control)가 개발됨으로써 어느 정도 해결됐다. 기계 스스로 1차적인 고장을 수정할 수 있게 된 것이다.
그러나 CNC도 문제가 발생했다. 노동시장의 구조, 국가나 기업의 교육훈련제도, 노사관계의 특징 등 사회적 요인들에 따라 CNC는 다른 결과를 낳았다. 예를 들어 영국에서는 CNC의 도입이 숙련노동자를 내쫓고 그들의 통제권을 약화시키는 것으로 이어졌던 반면, 옛서독에서는 오히려 노동자의 숙련도가 향상되고 통제권도 강화된 것이다. 기술의 영향은 사회적 상황에 따라 다양하게 펼쳐지기 때문이다.
NC 기계의 생애는, 하나의 기술이 설계될 때 권력자들의 이데올로기와 의도가 주요하게 작용한다는 점, 그리고 기업에서 어떤 기술이 채택될 때 작업장의 역학관계가 상당히 작용한다는 점 등을 시사한다. 즉 기술의 개발·선택·사용·효과는 단순히 기술적 경제적 차원의 문제가 아니라 사회적 정치적 차원의 문제도 포함하는 것이다.